Moderné nové energetické vozidlá postupne usilovne pracujú v procese navrhovania, z čoho je jednou z nich siete na roh automobilu, tradičná sieť kovových automobilov má drsné požiadavky na vzhľad a požiadavky na sieť nie sú príliš prísne, takže spracovaná sieť je relatívne veľká, rozstup je široký, tento proces má nízke náklady na spracovanie, jednoduchú rýchlosť, jednoduchú rýchlosť personálu, nevýhodou je, že hieť je viac Burr, nie ľahké deformácie. Vysoké náklady na plesne spôsobujú, že mnohí výrobcovia spracovania čakajú, kým slivka uhasí smäd.
Tenproces leptaniaPrijíma metódu spracovania chemických leptaní kvapaliny, ktorá môže kombinovať výhody pečiatky a lasera, a spracováva ultra tenký materiál s rovnomernou sieťou, bez prasknutí, bez curlingovej a zvislej steny otvorov. Komplexný tvar výrobkov siete na klaksovanie automobilov sa môže vylepšiť aj bez dodatočných nákladov, hladkých a rovnomerných bez prasknutí a rovinnosť je udržiavaná pod 0,02.
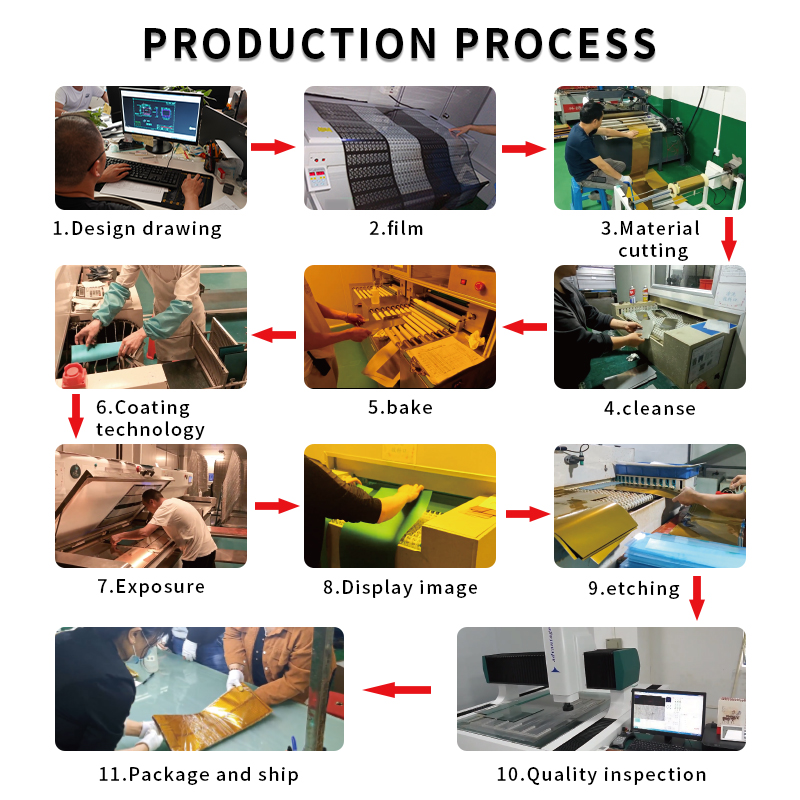
Prvým krokom na určenie materiálu, nehrdzavejúca oceľ je jedným z bežne používaných materiálov, kvôli jeho dobrému odporu korózii a pevnosti, vhodnej na výrobu krytu sieťoviny rohov. Pri príprave krytu siete na roh, je potrebné najskôr dôkladne vyčistiť kovový substrát, aby sa odstránil olej a nečistoty na povrchu a zabezpečil kvalitu nasledujúceho procesu. Ďalším krokom je použitie fotosenzitívneho atramentu po vyčistení substrátu, vrstva fotosenzitívneho atramentu sa musí rovnomerne nanášať na kovový povrch, ktorý počas procesu expozície stvrdne, aby sa vytvorila ochranná vrstva. Ďalším krokom je expozícia, kde je navrhnutý film umiestnený na oboch stranách kovu potiahnutého fotosenzitívnym atramentom a exponovaný ultrafialovým svetlom, takže vzor na filme sa prenáša na kovový povrch. Po expozícii sa vyvinula kovová doska a neodstráni sa nezasiahnutý fotosenzitívny atrament, odhaľuje podkladovú kovovú časť a pripravuje ju na leptanie.
Ďalej prichádza chemická korózia, ktorá používa špecifický roztok chemického leptania na leptanie exponovanej časti kovu za vzniku požadovaného modelu ôk. Tento proces dosahuje vysokú presnosť a vyhýba sa nevýhodám lasera alebo pečiatky. Zvyčajne sa dokončí profesionálnym leptaním zariadení a celý cyklus procesného procesu je asi 5 až 7 dní. Konečný proces brúsenia a postrekovania: Po dokončenílepenie, je potrebné vyleštiť pokrytie sieťoviny, aby sa odstránili vpojenia a zlepšili kvalitu vzhľadu; Potom sa postrieka, aby sa zvýšila odolnosť proti korózii a estetiku.
S postupom vedy a techniky sa výrobný proces pokrývky reproduktorov sieťoviny vyvíja v smere vyššej presnosti, ľahšej hmotnosti a lepšieho vzhľadu.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик